3. 磨机介质的装载量
(1)装球量
研磨介质的体积占磨机有效容积的百分数,称为研磨介质充填率。充填的大小,直接影响到粉磨过程中的冲击次数、研磨面积和研磨介质的装载量;同时,也影响到研磨介质本身被提升的高度和对物料的冲击力,以及功率消耗。
式中Gra———研磨介质装载量,t;
ρs———研磨介质松散密度,t/m3。锻制钢球;ρs= 4.5-4.8t/m3铸造钢球ρs=4.3-4.6t/m3;轧制钢球ρs=6.0-6.8t/m3;钢段ρs=4.3-4.6t/m3φ———研磨介质充填率,%。湿法磨碎时:格子型球磨机π=40%-45%;溢流型球磨机φ=40%;棒磨机φ=35%。干法磨碎时:物料混入磨介之间使研磨介质膨胀,而且采用干法时物料流动性较差,物料流动受到研磨介质的阻碍,故充填率选得较低,φ=28%-35% 。管磨机φ=25%-35%。
研磨介质空隙率υk =0.38-0.42 ,被粉碎物料质量约占研磨介质质量的14% 左右。
(2)装球的大小及配比
在球磨机中,钢球的大小和配比,对磨机的生产率和工作效率影响很大,对粗粒和硬性物料,应选用较大的钢球,对细粒和松脆的物料,用较小直径的钢球,钢球在磨机中的冲击次数,随着球径的减小而增多,球与球间的研磨间隙,随球径的减小而密集。因而最好选用质量较大,直径较小(松散密度大)的球为磨介。球的大小主要取决于待磨物料的粒度,其次可适当考虑磨机的直径和转速。式(1-15)为球径与给料粒度的经验公式。
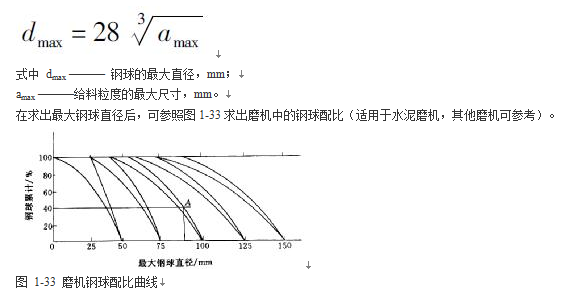
在按照工艺要求、物料性质、磨机规格性能及各种参数,选定钢球的最大直径和最小直径后,再接配比级别,运用曲线,查得装入磨机中各相应钢球的质量累计百分数,计算出实占质量百分数,求得各级钢球的装入质量。
根据生产企业的生产实践,钢球直径与物料粒度之间的关系如表1-11所示。
钢球在磨碎物料的过程中逐渐被磨损。抛落状态的钢球的磨损与其冲击力有关。研磨状态的钢球的磨损与钢球的表面积有关。一般磨碎机中钢球兼有冲击和研磨作用,故磨损与钢球直径的n次方成正比,n的数值在2-3之间。
表1-11 生产实践中钢球直径与物料粒度之间的关系
|
钢球直径db/mm
|
120
|
100
|
90
|
80
|
70
|
60
|
50
|
40
|
|
给料粒度/mm
|
12-20
|
10-12
|
8-10
|
5-8
|
2.5-6
|
1.2-4
|
0.6-2
|
0.3-1
|
各种尺寸锻造钢球的质量和表面积见表1-12。
由于钢球在磨机生产过程中的磨损,为了保持磨机的稳定工作。需要定期补加钢球。
补加钢球的最大直径仍用前面讲的方法确定,在补加大球的同时,应根据生产经验配加若干种直径较小的钢球。
三、棒磨机的计算
1. 棒磨机的转速
棒磨机主要以泻落式状态进行工作,其转速率低于球磨机,通常选取Kb=0.6。棒磨机的工作转速n和棒磨机筒体圆周速度υ的经验公式如下:
表1-12 锻造钢球的质量和表面积
|
钢球直球/mm
|
每个钢球质量(x)/kg
|
每吨钢球的个数
|
每个钢球的表面积(y)/cm2
|
|
12.7
|
0.0087
|
111000
|
5.1
|
|
19
|
0.0287
|
32900
|
11.4
|
|
22
|
0.045
|
20700
|
15.6
|
|
25.4
|
0.068
|
13900
|
20.3
|
|
31.8
|
0.132
|
7110
|
31.7
|
|
38
|
0.227
|
4110
|
45.6
|
|
44.5
|
0.362
|
2570
|
62.1
|
|
50.8
|
0.495
|
1740
|
81.1
|
|
63.5
|
1.05
|
887
|
127
|
|
76
|
1.82
|
512
|
183
|
|
88.9
|
2.9
|
324
|
249
|
|
101
|
4.31
|
217
|
324
|
|
127
|
8.45
|
111
|
507
|
2. 棒磨机的充填率
棒磨机中钢棒的充填率在采用干法或湿法磨碎工艺时是不同的,采用干法磨碎时钢棒充填率φ取为35%左右,湿法磨碎时钢棒充填率较高,φ通常取40%-50%。
计算钢棒荷重时,可以接钢棒松散密度为ρ =6-6.5t/m3 进行计算。
3. 棒磨机生产能力的计算
(1)按筒体单位容积的生产能力计算
计算方法同计算球磨机生产能力的方法相似。
(2)直接从产品说明书查出近似生产能力按给料粒度和产品粒度在表1-13上查找湿法磨碎时各规格棒磨机的生产能力。采用干法磨碎时要从表中数据减去(30-50)%。产品粒度是指产品中细粒累积含量(95-98)% 时的粒度。
(3)按棒磨机功率P及磨碎物料的比能耗W计算生产能力
Q=P/W
式中W ———比能耗,kW·h/t 可以用可磨性试验方法并结合实际生产数据加以修正而求出。
4. 钢棒的直径与长度
(1)钢棒的直径
钢棒的直径应该选择适当,既能破碎大块料,又能有足够的表面积。直径小的钢棒其表面积较大,而且对衬板的磨损也较小。但是,单位重量的小直径钢棒的售价较高,且寿命短,因很快将小直径钢棒磨损到25-40mm 的废弃尺寸。钢棒磨损到该尺寸后易于折断而弯曲。
表1-13 棒磨机的生产能力/t·h-1
|
给粒粒度/mm
|
25.4
|
25.4
|
25.4
|
25.4
|
25.4
|
|
产品粒度/目
|
8
|
20
|
35
|
48
|
65
|
|
产品中-200目含量/%
|
20-30
|
30-42
|
42-55
|
55-65
|
65-75
|
|
简体直径×长度/(mm)
|
2290×4260
|
73
|
55
|
44
|
36
|
27
|
|
2590×4560
|
108
|
80.5
|
65
|
54
|
40.5
|
|
2900×4560
|
145.5
|
109
|
87
|
72.5
|
54.5
|
|
3200×4880
|
139
|
149
|
119.5
|
99
|
74
|
|
3500×5490
|
289
|
216.5
|
173.5
|
144
|
108
|
|
3820×5490
|
362
|
273
|
217
|
180
|
135
|
|
4120×6100
|
487.5
|
366.5
|
292
|
242
|
182
|
|
4260×5490
|
476
|
358
|
285
|
236.5
|
177.5
|
|
4260×6100
|
529
|
397
|
317
|
263
|
197
|
|
4410×5490
|
518
|
389
|
310.5
|
258
|
193
|
|
4410×6100
|
574.5
|
434.6
|
345.5
|
286.5
|
214.5
|
当最大钢棒直径为100-115mm 时,钢棒直径磨损至38mm 后,往往即折断,折断的碎钢棒在操作时可排出机外。当最大钢棒直径仅为50-65 时,磨损的钢棒易弯曲,操作时需定期取出小于已达废弃直径的钢棒。常用的钢棒直径为50-100mm。
(2)钢棒的长度
钢棒的长度为有效筒体长度(即筒体长度减去端盖衬板厚度后的净长度)减去150mm,或从名义筒体长度减去300-400mm。
(3)钢棒载荷尺寸的配比
最初装的钢棒载荷的尺寸配比方法,同球磨机中钢球尺寸的配比方法相似。表1-14 是工厂采用的棒荷尺寸配比情况。
表1-14 棒荷配比/ %
|
钢棒直径/mm
|
磨碎产品粒度3.3-6.7/mm
|
磨碎产品粒度0.4-0.6/mm
|
|
100
|
12.5
|
-
|
|
75
|
25
|
-
|
|
40
|
-
|
50
|
|
50
|
62.5
|
50
|
